Reason 1: Homogenous fiber input- Cotton fiber blending is one of the oldest practices in the spinning industry. Spinners purchase cotton bales that have different fiber properties and no two bales can be found that will have the same staple length, micronaire, strength, Rd, or +b. Therefore, we must blend different cotton bales to produce homogeneous blends of acceptable average fiber properties.
Reason 2: Bale Grouping- We do not process cotton bales one at a time; we process a group of bales at once. This is called “Bale Laydown.” A bale laydown may consist of 30 to 60 bales that are processed sequentially and blended simultaneously. Blending provides average fiber properties of the bale laydown.
Reason 3: Cost Optimization- Spinners may use cottons purchased at different prices. Therefore, blending helps to minimize the cost of cotton by blending expensive-high-quality cotton with cheap-medium-quality cotton.
What are the key conditions of cotton blending?
• Cotton bales should be stored in the warehouse under the same environmental conditions
• Prior to blending, all cotton bales used in the bale laydown must be pre-conditioned. High relative humidity (70 or above) or low relative humidity (55 or below) could have adverse effects on fiber performance.
• Cotton bales used in a bale laydown should exhibit a narrow range of values of fiber properties: staple length within 0.1 inch range, Micronaire within 0.5 range, fiber strength within 1.2 g/tex range, and +b within 1.0 range.
• Between different bale laydowns used to make the same yarn, the above ranges should also be used to avoid inconsistency in yarn quality, fabric barre, and shade variation in fabric dye.
• The choice of a cotton blend will depend on the yarn produced. Ring-spun yarns require finer, longer, and stronger fibers in this order of importance. Open-end spun yarns require stronger, finer, and minimum short fibers in this order of importance.
• Fine yarns require finer and longer fibers and coarse yarns can accommodate coarser and medium staple length.
• Woven fabrics require stronger and longer fibers to provide durability, and knit fabrics require finer fibers to provide flexibility.
• In all types of blends, avoid shipping of yarns that are produced from bale laydowns that have been processed at more than a week difference to avoid knitting problems and dye uptake problems in the fabric.
• Select cotton that can provide you with the highest flexibility in selecting cotton bales in the bale laydown. Among cottons of different origin, the U.S. cotton will certainly offer this advantage provided a good judgment of cotton purchasing.
• When you are making different yarns or using different spinning systems (ring spinning and open-end spinning) you must rely on cotton fibers that allow this diversity. Only the U.S. cotton can meet diversified processing at minimum cost.
• Blending cottons of different origins can be very risky business if cotton production in different regions is different
• Blending striper-harvested cotton with spindle-harvested cotton can also be risky due to different prep characteristics
• Cotton bales of extreme micronaire value (less than 3.5) should be excluded from bale laydowns to avoid white specks in the fabric which is a cluster of undyed immature fibers
• Cotton bales of extreme +b value (above 11.5) should be excluded from bale laydown as they can result in unpredictable yarn defects and shade variation in fabric
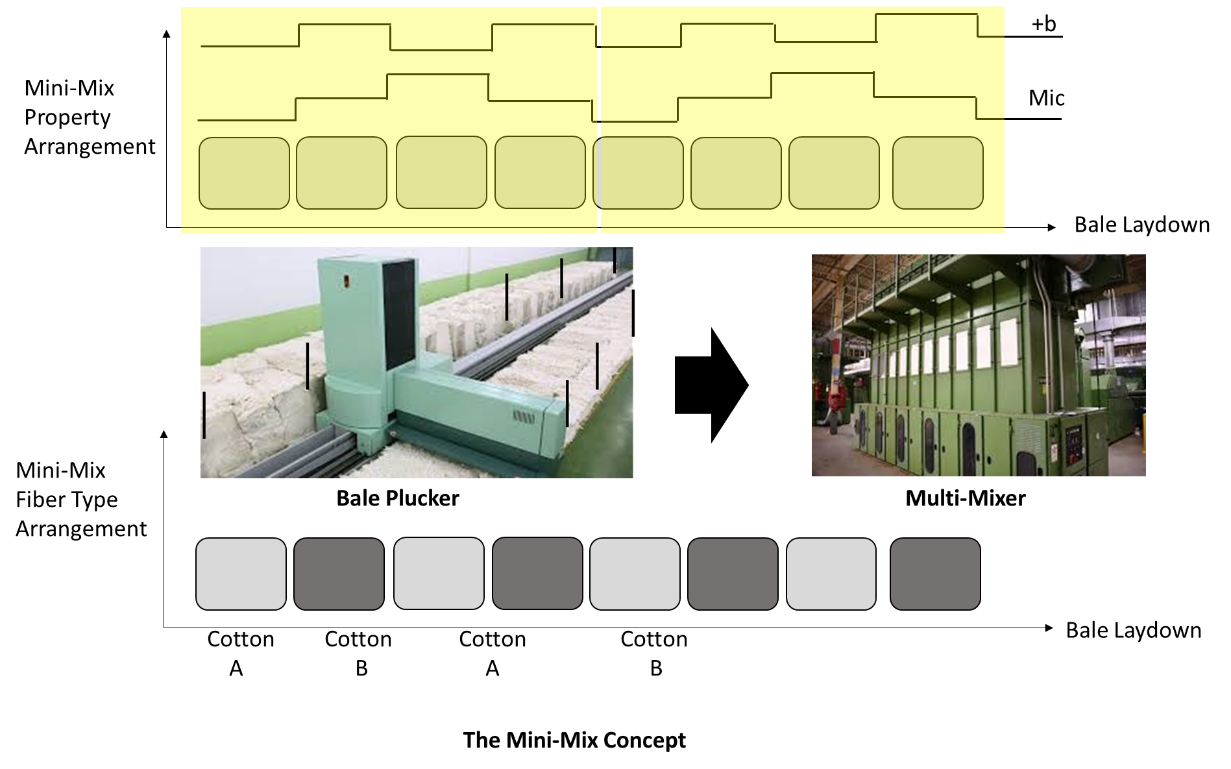
What is the Mini-Mix Concept?
• The mini-mix concept pertains to how different cotton bales are arranged in the bale laydown.
• Bales in the laydown are fed sequentially to the blow room using bale plucker.
• Fiber tufts from each bale are then blended simultaneously in six or eight chamber multi-mixers.
• A mini-mix consist of a group of four to six adjacent bales in the bale laydown.
• In each mini-mix, micronaire values should form a symmetrical shape from low to medium to high. +b values should follow a zigzag form high-followed-by-low.
• Cottons of different origins should be arranged alternatively as shown below.
• This will allow a consistent pattern of fiber-feed leading to a homogenous blend.
How to determine the goodness of fiber blending?
The goodness of blending will depend on the following factors:
(1) The range of fiber properties in the bale laydown
(2) The throughput rate of the automatic bale opener
(3) The number of multimixers used in the opening and cleaning line
(4) The number of chambers in the multimixer
(5) The efficiency of air-transportation system to different chute feeds
In planning a new cotton mix, spinner should take the following steps:
a. Test all cotton bales using the HVI system
b. Make sure the conditions mentioned above are all satisfied
c. Make sure your opening and cleaning line is operating at good and clean condition
To measure the goodness of blending, take cotton samples from each chute feed and test them using the HVI system. The average fiber properties of chute-feed samples should be equal to the average fiber properties in the bale laydown. High differences of fiber properties between chute feeds could be a result of many factors including: (a) inadequate selection of cotton bales in the bale laydown, (b) inadequate mini-mix, (c) poor mixing of fibers during processing, (d) inefficient fiber transportation and air distribution system and (e) mechanical problem.